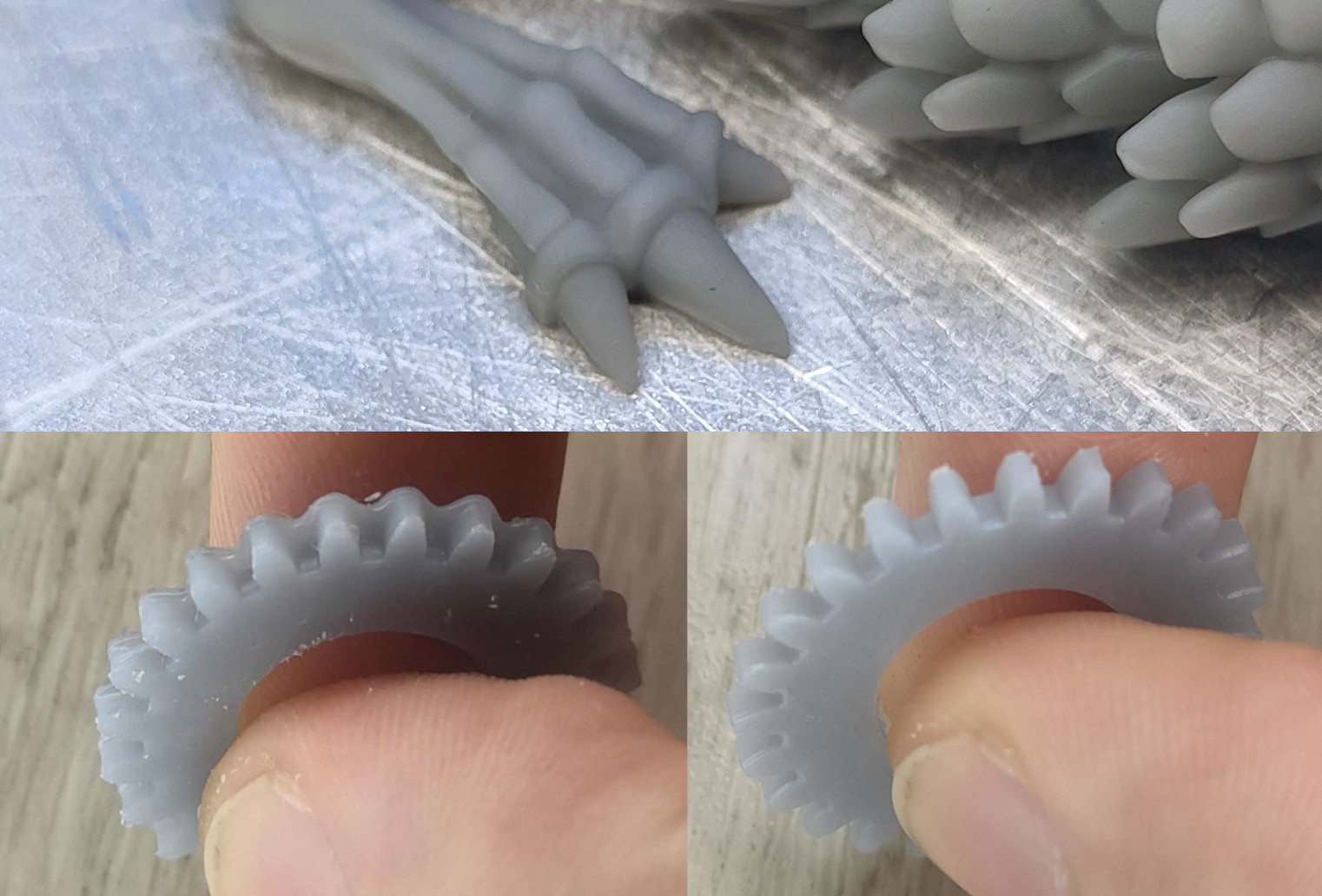
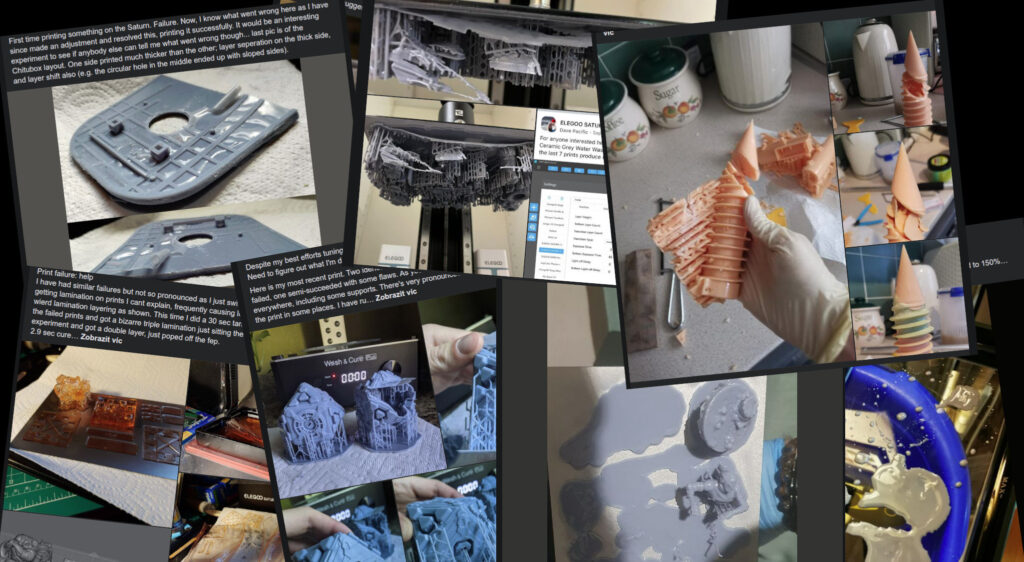
There are many resin printing materials out there marketed as “engineering”, “for functional parts”, “heavy-duty”. Since I got into the resin printing world, I tried a large number of them. However, none of them in my opinion didn’t deliver what was promised. The main challenges are not only low strength but also low impact resistance and most notably insufficient surface properties. Most of the 3D-printing resins out there are easy to scratch and when two surfaces mate, they have relatively high friction, and, most notably, they grind each other and form a white powder.
I was given the opportunity to test a new material – Siraya Tech Fast Mecha that claims to be suitable for articulated functional parts. The marketing is that the material doesn’t grind when two surfaces interact. Is it true? We will find out in this hands-on review. For clarity; I was given a sample of Siraya Tech Fast Mecha for free before it was available to the general public. I wasn’t paid in any other way for this review and all opinions are mine.